
 ラバーロレルカバーマシンは、ゴムロールの表面にゴムを包み込んだり包むための自動統合装置であり、ゴムロール製品の処理と製造においてゴムロール工場の生産効率を大幅に改善します。これは、ゴム製のロール処理にゴムを自動的に包み込んで包むための機械的機器です。
ラバーロレルカバーマシンは、ゴムロールの表面にゴムを包み込んだり包むための自動統合装置であり、ゴムロール製品の処理と製造においてゴムロール工場の生産効率を大幅に改善します。これは、ゴム製のロール処理にゴムを自動的に包み込んで包むための機械的機器です。
1。名前の定義
ゴムのロレルカバーマシンとは何ですか?この機器は、ゴム製のベッドを形成するための一種の機器であり、押出機を使用して特定の厚さと幅のフィルムを押し出し、秩序ある斜めの方法でゴム製のロールシャフトコアに巻きます。ゴム製のロール巻き機は、ゴム製のコットの品質を改善し、さまざまな厚さのゴムをさまざまな直径のロールコアに塗布し、生産時間を短縮し、自動化の程度を改善し、オペレーターの数を減らすだけでなく、プロセス機器の機械化と自動化が生産の不確実性と寸法の多様性と特異化の多様性が実現できないという問題を解決することができるだけではありません。それは素晴らしい市場の見通しと顧客の信頼を持っています。
2。アプリケーション要件
ゴムロールの生産プロセスは、通常、ラバーロールの形成、ゴムロール加硫、表面処理の3つの主要な処理リンクで構成されています。ゴムロール形成リンクは非常に重要な開始部分であり、これは金属シャフトコアをゴムで覆うプロセスです。このリンクに問題がある場合、生成されたラバーロールは、予想される要件をほとんど満たすことができません。国内の押出機、射出成形、その他の技術の開発により、COTSの生産ラインは、機械化と自動化の道路に徐々に乗り出しました。 COTSの要件が異なるため、 * * *、欠陥、亀裂、局所的な柔らかく硬い違いは言うまでもなく、不純物、砂の穴、泡があります。そのため、COTS成形リンクの要件はますます厳しくなります。 COTS巻線の市場アプリケーションのパフォーマンスは、トーンを達成する目的を満たしています。ラバーロール全体のカバーモールプロセスは、均一な速度、標準強度、安定したゴム製の巻き取り、その他のパフォーマンスを採用しています。
3。作業原則
ロールコアの片端を締めて、ゴム製のロール巻線のヘッドの頭にある3つの顎のチャックでコーティングされ、もう一方の端はロールベッドの端に設置された端によってサポートされます。ラバーロールコアが包まれたら、最初にロールベッドを起動し、3つのジョーチャックが均一な円の動きで動き始め、駆動ロールコアが回転します。ロールコアの低速回転の過程で、ゴム製ストリップ押出機を開始し、均一な形のゴムストリップを冷たい飼料押出機に塑性化および押し出します。ゴム製ストリップは、ゴム製ストリップを介して巻きメカニズムに伝達され、ローラーがローラーをガイドして巻き込みを開始し、ゴム製ロールコアを覆います。ローラーコアを接着テープで巻き付けるプロセスは、実際には2つの動きの組み合わせの結果です。
一定の幅と厚さのゴムストリップが、ロールコアの表面のx軸(ゴムロール軸)の周りの一定の速度で回転し、巻線メカニズムがx軸に沿って直線に移動すると、ゴム製のストリップは定期的にロールコアに付着します。ゴムロールのさまざまな厚さは、Y軸に沿ってゴムロール巻きメカニズムに供給することで実現できます(ゴムロールの放射状の方向)。
ゴムロールの巻き方に必要なコーティングの厚さを満たすには、ゴム製のロールの軸方向の位置にある押出機のゴム製の張りの厚さを制御する必要があります。つまり、ゴム製のストリップとゴムストリップの間のオーバーラップ量を制御する必要があります。オーバーラップ量が大きいほど、曲がりくねった厚さが厚くなり、オーバーラップ量が小さくなるほど、曲がりくねった厚さが薄くなります。ゴム製のロール巻き機の翻訳速度は、ロールコアの回転速度に対するオーバーラップ量のサイズを直接決定します。
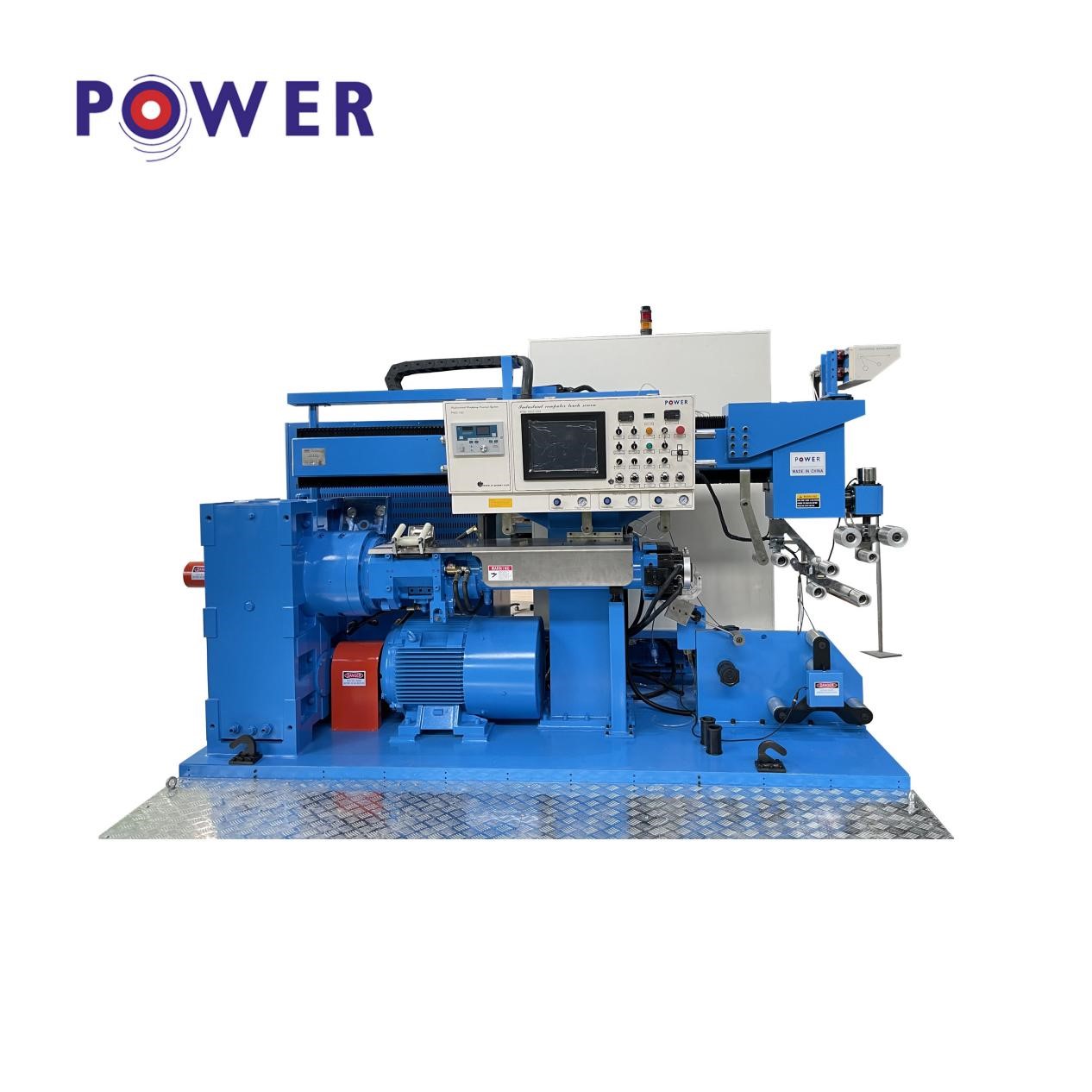
4。機器の構成
PTMラバーロール巻き機の主なコンポーネントには、コールドフィードラバー押出機、ウォーキングプラットフォーム、巻き取りデバイス、ゴム製ストリップコンベア、ローラーベッド、対応する機器の電源モーターが含まれます。
(1)冷たい給餌ゴム製の押出機は、主にゴム製のロールラッピング生産のために特定のエンド形状のゴム製ストリップを準備するために使用されます。加えられたゴムを予熱せずに直接供給することができ、押し出し量が大きく、排出温度が低く、単位押出量のコストが低く、エネルギー消費量は低く、押し出されたゴム製のストリップは均一で密度が高いことが特徴です。
(2)ゴムロールの巻線プロセス中に、移動プラットフォームはロールコアの放射状方向に沿って往復直線に移動し、プラットフォームの変位と速度を制御するものとします。これは、サーボモーターと速度が高く、コントロールの精度が高いサーボドライバーによって駆動されます。
(3)接着剤ラッピング装置は、ゴム製のロール巻き機の中心部です。ラバーロールコアを覆うだけでなく、ラバーロールコアの端面も覆います。巻線デバイスがロールコアの軸に沿ってロールコアの端面と軸の遷移位置に移動すると、巻きデバイスに設置された圧力ローラーが180度回転してコーティング操作を開始するためにコーティング操作を開始するために180度回転する必要があります。
(4)粘着テープの運動メカニズムは、曲がりくねったラバーロールコアの軸面と端の面の位置が回転し、接着剤テープが逸脱または落ちるときに、接着テープの運搬方向を変更することです。接着テープ輸送メカニズムは、接着テープを輸送できるだけでなく、粘着テープが逸脱したり落ちたりしないように位置を調整するために必要です。
(5)ローラーベッドは通常の水平方向の旋盤のように見え、主にベース、ベッドヘッド、ベッドボディ、テールストック、トランスミッションシステムで構成されています。 3顎のチャックがベッドの頭に設置され、簡単なクランプのためにベッドの端に移動可能なチャックが設置されています。トランスミッションシステムは、チェーンによって駆動されるバイクシアンニードルホイールレデューサーを採用しています。ローラーベッドのベッドヘッドとテールストックにベアリングブラケットが追加されています。これは主にローラーベッドをサポートするために使用され、大きな直径のゴム製のロールがローラーベッドを損傷するようにします。
投稿時間:Sep-27-2022





